






| 2012年11月22日 14:05 | 來源:車訊網 |
作者:
郭磊
|
我要評論(0) |
鈑金工藝 得分:4分
對于極光來說底盤是與別人共享的,發動機也不是特有的,變速箱也是其他配件商的成品,即便是一些電動助力以及電纜等等都是坐享其成,但有一樣必須要自己做,那就是車身鈑金工藝,我們通過極光的鈑金縫隙就可以看出車輛整體的做工如何。

| 鈑金工藝測試(單位:毫米) | ||
| 極光 | ||
| 測量位置 | 平均值 | 兩極差 |
| 左A柱 | 4.5mm | 0.3mm |
| 左B柱 | 3.7mm | 0.7mm |
| 左C柱 | 3.7mm | 0.4mm |
| 右A柱 | 4.4mm | 0.8mm |
| 右B柱 | 4.1mm | 0.8mm |
| 右C柱 | 4.1mm | 1.0mm |
| 倉蓋左 | 3.5mm | 3.1mm |
| 倉蓋右 | 4.5mm | 2.7mm |
| 制表:車訊網http://m.guaihun.cn | ||
結論:縫隙數據越小并且越均勻越好,數值小說明沖壓工藝以及門板間的匹配良好。極光左側門縫均勻,右側門縫差值較大;尾門由3段組成,門縫寬窄差異很大,目視效果明顯。從上面的表格中可以得出一個結論,極光鈑金做工水平非常差。
漆面厚度 得分:9分
| 漆面厚度測量 | |
| 檢測部位 | 極光 |
| 左側翼子板與車門 | 162微米 |
| 右側翼子板與車門 | 162微米 |
| 機倉蓋 | 153微米(鋁合金材質) |
| 尾門 | 非金屬無漆面數值 |
編輯總結:極光漆面厚度和均勻度成績非常不錯,尤其是均勻度數據,車身左側與右側噴涂厚度幾乎沒有偏差,平均162微米的噴涂厚度在拆車坊已拆解車型中也屬優秀。涂裝工藝值得認可。
漆面硬度 得分:8分
漆膜硬度的測試方法采用鉛筆法,依據是GB/T5739—1996,該方法通過在漆膜上推壓已知硬度標號的鉛筆,檢測涂層的硬度。檢測結果如下圖所示:成績為3H。
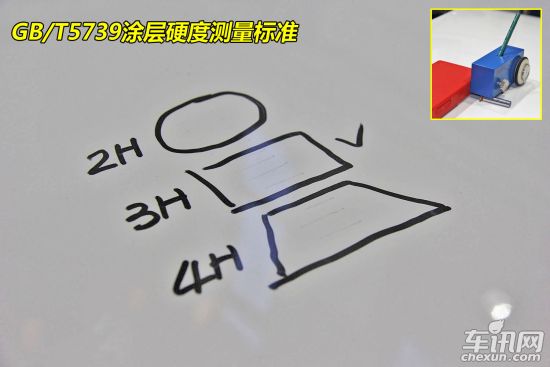
結論:拆車坊已拆車型中普遍成績為2H,能達到3H的車型寥寥無幾,極光漆面硬度得到3H的成績可以說非常優秀。
















